son.dh@innotek-group.com
son.dh@innotek-group.comNgày đăng: 27/04/2021
Gia công ống trước khi lắp đặt
- Trước khi lắp đặt ống phải được làm sạch rỉ và các tạp chất bẩn bằng chổi đánh rỉ
- Dùng giẻ lau sạch dầu bảo quản cả trong và bên ngoài ống
- Quét sơn bảo vệ và bảo quản ống thép đen và thép tráng kẽm
- Mỗi hệ thống đường ống sẽ được làm sạch triệt để trước khi kết nối tới hệ thống và thiết bị. Đối với ống thép carbon, đổ đầy nước trong ống sau khi hoàn thành việc thử nghiệm chống rò ống hoặc làm sạch để tránh ăn mòn.
- Kiểm tra cẩn thận đường ống và đoạn nối ống.
- Ống sẽ được cắt bằng máy cắt. Không chấp nhận máy cắt chạy bánh bằng kim loại.
- Mép trong và ngoài đường ống bị nhám hoặc sắc sẽ được mài nhẵn. Các mép trong phải được khoét phẳng.
- Khi không thi công ống, phụ kiện và van đầu cuối nên đậy tạm để tránh tác động từ bên ngoài
Phương pháp sơn thông thường, sử dụng sơn chống rỉ bám dính và sơn hoàn thiện
Trước khi tiến hành sơn ống thì công tác làm sạch đã hoàn thiện, tiến hành sơn bằng tay hoặc bằng máy phun sơn. Khi phun chú ý khoảng cách giữa súng phun và đường ống tránh trường hợp dày mỏng và sơn chảy thành dòng trên ống
- Đối với ống thép đen sơn làm 3 lớp hoặc 4 lớp: 1 lớp chống rỉ, 1 lớp màu đỏ và 1 lớp sơn màu đỏ sau cùng hoặc 1 lớp sơn chống rỉ, 2 lớp sơn màu đỏ, giữa 2 lớp cách nhau 2 giờ và 1 lớp sơn hoàn thiện
- Đối với ống thép tráng kẽm: Tiến hành quét lớp xử lý bề mặt, sơn 2 lớp sơn màu đỏ cách nhau 2 giờ và sơn 1 lớp hoàn thiện sau cùng, chờ cho ống khô tiến hành lắp đặt hoặc chuyển đến công trường tiến hành lắp đặt sau khi đã xử lý hết các bước trên tại xưởng.
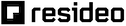
Phương pháp sơn nhiều thành phần - sơn đặc chủng
- Sơn ống trên thép với quy trình sau
- Sơn ống cấp nước chữa cháy bằng máy phun (sau khi lắp đặt ống theo bản vẽ thi công) những chỗ ống bị trầy xước thì quét dặm bổ sung
- Đối với các mối hàn hoặc đoạn ống xung quanh mối hàn, dùng máy đánh xỉ làm sạch mối hàn, sơn bị cháy do nhiệt từ mối hàn
- Phương pháp cắt được thực hiện phù hợp với từng loại vật liệu và các đoạn cắt đúng như bản vẽ thi công đã được phê duyệt
- Đối với ống có đường kính D<=65mm có thể cắt trên máy tiện ren
- Đối với ống có đường kính 65<D<=125 sẽ tiến hành cắt bằng náy cắt Φ350
- Đối với ống có đường kính D=>150 sẽ tiến hành cắt mỏ cắt khí Oxy-Gas hoặc gió đá phù hợp
- Sử dụng kính bảo vệ mắt, máy cắt đảm bảo vệ tránh phôi thép và lửa văng ra ngoài gây tai nạn
Cắt gọt
Khi cắt gọt không làm biến dạng ống và lớp bảo vệ, mặt cắt ống phải nhẵn và vuông góc với tâm ống (hay vát mép nếu cần) để thực hiện mối nối
Dụng cụ cắt phải thích hợp và đảm bảo về chiều dài vết cắt theo đúng yêu cầu kỹ thuật
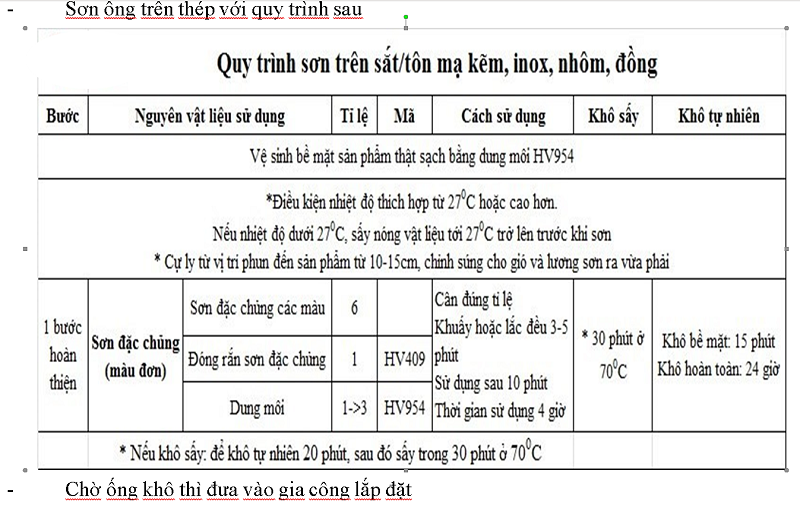
Ren ống (áp dụng cho ống DN50 trở xuống)
- Cắt thẳng ống và làm sạch Bavia trước khi ren
- Với ống có đường kính D<= 50 chiều dài đầu ren tối thiểu đạt 20-25mm
- Ren ống bằngg máy ren với bước ren và độ dài theo quy định. Đường ren trên ống dạng côn, tuân thủ theo các tiêu chuẩn về ren ống
Ren ống bằng máy gia công ren có bộ phận tự động định kích thước. Cắt thẳng góc với tâm ống, cắt dần và đều sao cho lớp cắt được trơn láng. Tùy theo loại ống tiến hành cho lượng dầu cắt thích hợp, hoặc cho đều vào bộ phận cắt. Khi dầu bị đổi màu thì cần thay thế dầu mới. Khi răng bị lỗi lõm phải thay lưỡi Taro mới
Đấu nối ống
- Đấu nối ống bằng hàn đối với đường ống >=D65
- Công tác chế tạo các đoạn ống tiến hành theo các bước sau
- Cắt ống – > Vát mép ống – > kiểm tra làm sạch ống -> Đấu nối ống – > Lắp đúng vị trí – > gá đặt, hiệu chỉnh – > Hàn cố định -> sửa chữa – > thử áp
- Để đấu nối đoạn ống với nhau hoặc đấu nối đoạn ống với thiết bị, trước hết phải kiểm tra vị trí cần nối thiết bị
Dùng thiết bị nâng, đưa hai đoạn ống vào vị trí, đúng tọa độ thiết kế, hai đầu ống tiến gần sát nhau, đồng tâm với nhau và song song với phương ngang, khe hở từ 1.5 - 3mm
- Hai đoạn ống tạm thời được tro bằng cáp thép hoặc Palăng hoặc kê bằng giá, dùng thiết bị điều chỉnh độ đồng tâm và khe hở giữa chúng
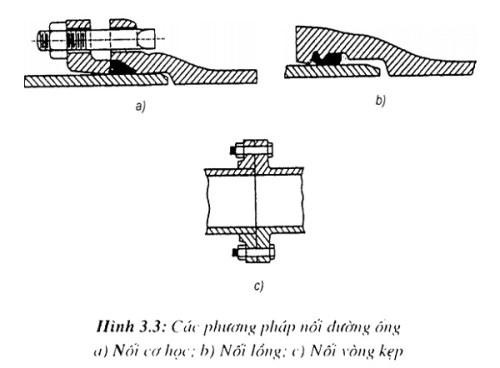
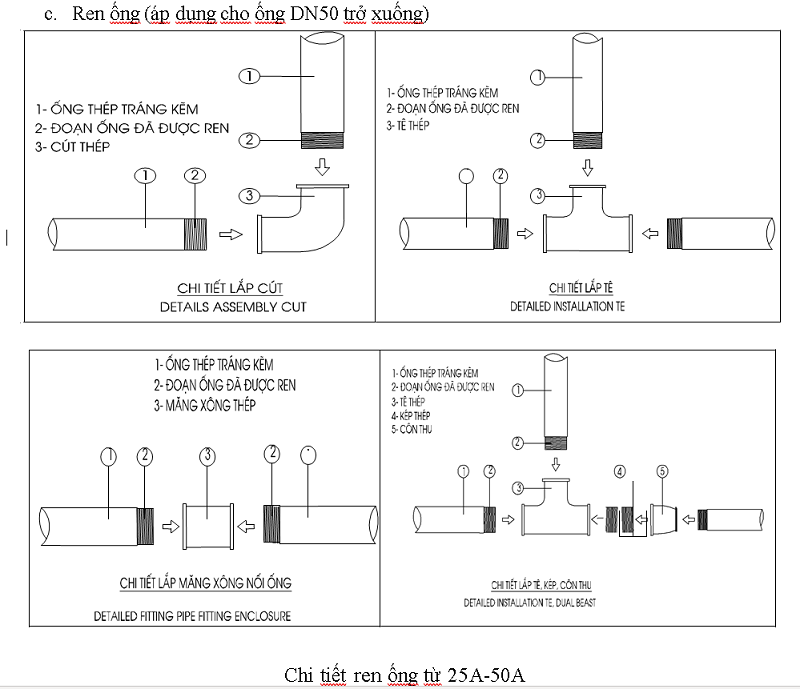
5. Các dạng kết nối ống
Kết nối ren theo phương pháp thông thường
- Khi lắp ống phải kiểm tra và làm sạch dầu cắt, nước, bụi bám vào ren, bên trong ống hoặc mặt cắt ống. Khi nối ren, cuốn dây đay theo chiều ren rồi dùng 1 lượng vừa đủ sơn phủ lên bề mặt. Khi vặn, dùng tay vặn ren rồi sau mới dùng kìm xiết ống. Sau khi nối mối ren dùng sơn phủ lên các ren dư và sơn đỏ hoàn thiện ống
Kết nối ren theo phương án dùng keo Epoxy (áp dụng cho các khu vực không đóng trần)
- Đấu nối bằng phương pháp ren đối với ống thép tráng kẽm có đường kính danh nghĩa DN<=50 bằng hỗn hợp keo A&B theo trình tự
- Trước khi thực hiện kết nối ống thì hòa trộn keo A keo B và loại dung môi
- Keo AB (keo Expoxy) là loại hóa chất tổng hợp dùng trong ngành công nghiệp chế biến, đặc biệt là ngành công nghiệp chế biến gỗ, đá, bê tông, kim loại
- Keo A (Epoxy) màu trong, keo B ( chất đóng rắn) màu vàng mật ong
- Pha theo tỷ lệ 1:1 quấy đều đến khi đồng nhất màu
- Thời gian để đmả bảo cho hỗn hợp keo sau hòa trộn là 1h
- Bôi hỗn hợp keo đã được hòa trộn lên bề mặt của phụ kiện và đoạn ống ren của đối tượng cần kết dính, chờ khô và sử dụng mối ghép
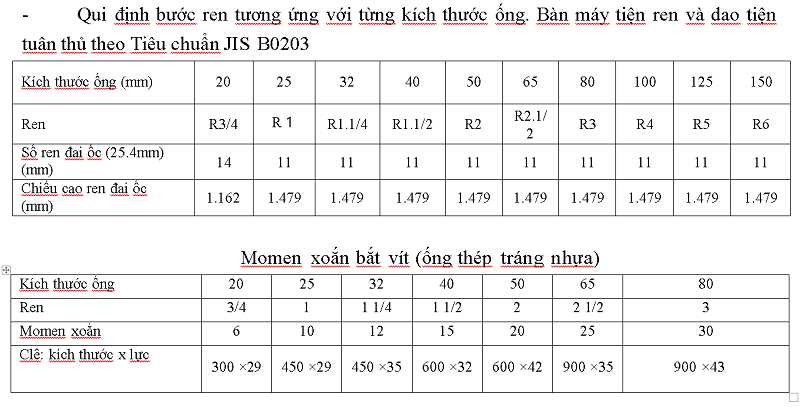
- Qui định bước ren tương ứng với từng kích thước ống. Bàn máy tiện ren và dao tiện tuân thủ theo Tiêu chuẩn JIS B0203
Kết nối hàn
Phạm vi áp dụng và Quá trình hàn đối với đường ống đường kính lớn hơn 65mm thì áp dụng phương pháp hàn để kết nối ống. Quy trình hàn như sau
- Tại các vị trí mối ghép sẽ được thực hiện theo quy trình, đảm bảo kỹ thuật
- Đấu nối đoạn ống với nhau hoặc đấu nối đoạn ống với thiết bị, kiểm tra vị trí cần nối tại thiết bị
- Dùng thiết bị nâng, đưa hai đoạn ống vào vị trí, đúng tạ độ thiết kế, hai đầu ống tiến gần sát nhau, đồng tâm với nhau và song song với phương ngang, khe hở giữa chúng từ 1-3mm
- Hai đoạn ống tạm thời được treo bằng giá đỡ hoặc đai treo đã lắp trước. Dùng máy rọi lazer để chỉnh đồng tâm của tuyến ống sao cho phía trong lòng ống phải thẳng, phẳng và không có gờ để tránh dòng chảy xoáy của môi chất tại điểm nối, làm giảm tuổi thọ ống
Quy trình hàn:
- Công tác chuẩn bị, que hàn, máy hàn, vật tư ống. Đo kích thước của ống và làm sạch bề mặt của ống. Bề mặt sẽ không dính dầu, bụi bẩn và khô (cách mối hàn 100mm). Vệ sinh cạnh gờ bằng máy mài, chổi sắt
- Kiểm tra góc nghiêng khớp với độ dày của ống. Nếu góc nghiêng không chính xác, dùng đồ giũa hiệu chỉnh lại. Điều chỉnh ống để tâm nằm trên một đường
- Tất cả ống hàn sẽ được thực hiện bởi quá trình hàn hồ quang. Điện cực sẽ được kỹ sư cơ chọn phù hợp với điện cực đã duyệt.
- Số chấm hàn cho kích thước ống bằng hoặc nhỏ hơn 300A là 3 điểm, đối với kích thước ống 350A-500A sẽ là 6 điểm và đối với kích thước ống bằng hoặc trên 550A là 8 điểm.
- Tiến hành hàn đính
- Tiến hành hàn điền đầy
- Lăn ống từ trên xuống dưới. Đối với kẹp ống, việc hàn sẽ được thực hiện từ dưới lên trên
- Sau khi hàn, tất cả khu vực hàn sẽ được vệ sinh sạch sẽ. Điểm hàn phải không bị gỉ.
- Tất cả ống hàn phải được kiểm tra bằng mắt.
- Chiều rộng của mối hàn hoàn thiện thì không vượt quá 3.2mm mối hàn rãnh chính.
- Báo cáo với các kỹ sư về sự hư hỏng. Không được sửa mối hàn và ống hàn hư vượt quá 250mm sẽ được cắt vuông vắn và đúng, và quá trình hàn trên sẽ được thực hiện để nối ống lần nữa.
- Sau khi hàn xong và làm sạch, quét sơn chống ăn mòn bằng loại sơn đã được duyệt.
Trình tự hàn
- Đối với vật liệu cơ bản là thép ( ống thép đen, thép mạ kẽm)
- Đối với vật liệu có chiều dày lớn hơn 4.5mm phải hàn hai lớp, lớp lót được hàn đủ quanh đường ống trước khi hàn lớp phủ
- Đối với ống có chiều dày nhỏ hơn 4.5mm được phép hàn một lần phủ, lấp đầy khe hở mối hàn. Yêu cầu về mối hàn phải được lấp đầy, chiều cao mối hàn phải cao hơn mặt ngoài của ống nhưng tối đa 3mm
- Độ lồi bên trong tối đa 1mm
- Đối với mối hàn bích, chấm hàn sẽ là 1 điểm và mặt bích sẽ là góc phải tới trục đường ống. Sau đó số chấm hàn là 3-4 điểm trước khi hàn chính thức. Mối hàn ở mặt ngoài thì không nằm ngoài mặt bích.
- Vật tư và máy hàn
- Khi nhà thầu thuê máy hàn, nhà thầu sẽ qua cuộc kiểm tra chất lượng dưới sự giám sát và phê duyệt của kỹ sư trước khi được phép hàn.
- Không dùng búa đóng vào ống. Không để que hàn ở khu vực ẩm ướt.
An toàn
- Khu vực hàn phải được phủ tấm vinyl nhằm tránh nước và bụi.
- Bình cứu hỏa sẽ được trang bị tại khu vực hàn và phải kiểm tra dự phòng an toàn.
- Đối với sự an toàn của công nhân, dây nối đất phải được trang bị cho quá trình hàn hồ quang; và cấp phát quần áo, kính bảo hộ, và găng tay cho công nhân.
- Không tiến hành hàn nếu không có sự giám sát riêng của nhà thầu.
- Việc hàn sẽ không được thực hiện khi chất lượng của mối hàn kết bị suy yếu do điều kiện thời tiết có gió gồm thổi cát hay gió mạnh (vận tốc của gió trên 10m/s). Trang bị tường chắn gió và lều khi tiến hành hàn trong điều kiện thời tiết như trên.
Mối nối mặt bích
- Một vài vị trí không thể áp dụng phương pháp hàn hoặc để thuận tiện trong tháo lắp sẽ áp dụng mối nối mặt bích. Ví dụ: vị trí mối nối lắp đặt với van khóa trên 65mm và vị trí đấu nối với đường ống HDPE khi thoát ra khỏi tòa nhà
Các bước hàn mặt bích với ống
- Đưa đoạn ống cần ghép nối mặt bích trên gối đỡ, lồng mặt bích vào đầu ống
- Dùng thước ke vuông góc giữa thân ống với mặt bích, căn chỉnh khoảng hở giữa ống và mặt bích sao cho khe hở đều nhau
- Hàn đính 1 điểm giữa ống và mặt bích, căn chỉnh lại góc vuông và khoảng hở một lần nữa, sau đó hàn đính điểm đối xứng
- Gõ sạch xỉ hàn các điểm hàn đính sau đó thực hiện mối hàn hoàn chỉnh
Các bước ghép mặt bích
- Căn thẳng hàng các mối ghép bằng mặt bích
- Căn chỉnh các lỗ giữa mặt bích thẳng, đưa zoăng cao su vào khe giữa 2 mặt bích sao cho zoăng cao su nằm đúng hai gờ của mặt bích
- Lắp các bu lông, long đen và Êcu, vạn xiết Bulong the thứ tự như hình dưới. Khi lắp Bulong kết nối mặt bích cần thực hiện các biện pháp kỹ thuật
- Monen xoắn được điều chỉnh gắn vào mô men vòng đệm. Kiểm tra momen vòng đệm.
- Xiết chặt Bulong cho thật đều
- Dùng bút lông đánh dấ lên Bulong xiết và đai ốc khi hoàn thành sau đó xiết lại lần nữa và kiểm tra bằng mắt
Một vài biện pháp kỹ thuật cần đáp ứng như sau:
- Momen xoắn sẽ được điều chỉnh gắn vào momen của vòng đệm. Kiểm tra momen của vòng đệm.
- Siết chặt bu lông cho thật đều. Thứ tự siết theo như hình
- Dùng bút lông dầu đánh dấu lên bu lông siết và đai ốc khi hoàn thành. Sau đó siết lại lần nữa và kiểm tra bằng mắt.